![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
China FAW Group has planned to increase the production capacity of the vehicle assembly. In order to cope with this capacity increase, it is necessary to improve the production cycle of the cylinder head assembly line. At present, the production cycle of the cylinder head leak test machine is slow (60s/set). It has become a bottleneck process that affects the improvement of the cycle of the cylinder head assembly line. Therefore, technical transformation and technical work are carried out to improve production capacity.

Figure 1 Production line
Leak test machine working principle
In industrial production, the "leakage rate" is generally used to measure the degree of sealing of the tested piece. If the actual leak rate is less than the allowable leak rate of the tested piece, the tested piece passes.
The leak tester uses compressed air or vacuum to detect the leak point of the component under test, that is, the compressed air is charged into the detected component or the test piece is evacuated. After the end of the operation, the test chamber and separated from the pneumatic unit, and then measuring the pressure change in the detection chamber with the measurement time is generated. If the object being tested is not sealed, the pressure of the component under test will gradually decrease (as measured by pressure drop) or gradually (in vacuum measurement ).
The flow detection airtight leak tester is mainly used for leak detection of engine cylinder head valves, oil seals, etc. The dry air medium is automatically inflated, balanced, saturated, measured , and discharged by the leak measuring instrument. Gas, showing the gas leak rate. This measurement method is simple and reliable. The test parameters required for the leak test mainly include the material and geometry of the workpiece, the state of the workpiece, the test pressure, the test time (production tempo), the allowable leak rate, the temperature to be tested, and the test air temperature and ambient temperature. If the displayed results meet the process requirements, the workpiece is automatically vented and loosened, and then automatically sent to the next process.
Equipment status survey
1. Measurement of the test time of the main body of the test leaker
The cylinder head leak tester needs to use five sets to complete the test leaks of four inlets, four exhaust passages, three oil passages and one waterway.
(1) The project leakage test object is three inlets, and the leak test time of each inlet is 10s for 30s.
(2) The test object of project 2 is three exhaust pipes, and the leak test time of each exhaust pipe is 10s for 30s.
(3) The project's three test leaks are two oil circuits, and the test leak time of each oil circuit is 12s for 24s.
(4) The project four test leaks are a waterway and an oil circuit. The waterway test leak time is 18s, and the oil pipeline test leak time is 12s, total 30s.
(5) The project leakage test object is an air inlet and an exhaust passage. The leak test time of each air passage is 10s for 20s.
After the five leak testers are stable in the position of the cylinder head, the test is carried out at the same time, and the test is carried out with a test leak time of up to 30 s. The auxiliary time for switching each test leak is 4 s. The cylinder head leak test machine The main test takes 34s.
2. Calculation of the auxiliary action time of the test leaker
The test operation time of the test leaker is measured. The auxiliary time (in and out of the station, plugging, etc.) takes a total of 26s (see Figure 2).
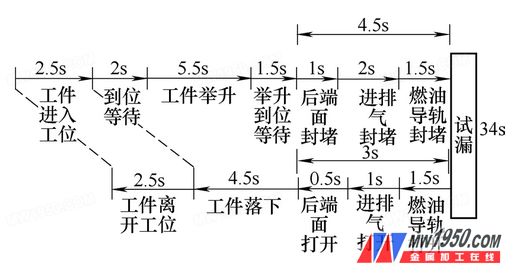
Figure 2 Auxiliary time
Improvement plan
(1) Option 1 shortens the leak test time (inflation, balance, test, etc.) of the cylinder head leak tester, but there is a risk of inaccurate test leak results, so this plan is not adopted.
(2) Option 2 increases the number of leak detectors. Because the trial leak time of the five leak testers is relatively balanced and the cost is high, this scheme is not adopted.
(3) Scheme 3 shortens the auxiliary time of the cylinder head leak test, that is, shortens the time for the workpiece in and out of the work station during the auxiliary time, and the time of plugging and closing, so as to achieve the requirement of beat improvement.
Scheme three setting
(1) Project plan 1 The leaked cylinder head and the cylinder head to be tested leaked into and out of the test leaker at the same time, shortening the entry and exit time of the workpiece (shrinking time 2.5s).
(2) Before the test plan 2, the intake side, the exhaust side and the fuel rail hole are sealed synchronously, and the plugging is synchronous, and the longest blocking time of the three parts is taken (the shortening time is 2.5s).
(3) Project plan 3 At the end of the test leak, the intake side, the exhaust side and the fuel rail are closed simultaneously, and the synchronous plugging is opened. The longest opening time of the three parts is closed (the shortening time is 1.5s).
After the process optimization, the three schemes were shortened by 6.5s (the original beat was 34s+26s=60s; the optimized beat was 34s+19.5s=53.5s). In summary, after adjusting the auxiliary time of the cylinder head leak tester, it can meet the production tempo of 54s.
Program implementation
(1) Stage 1 shortens the time when the workpiece is synchronously moved in and out of the station, the leaking part is synchronously blocked, and the part is removed synchronously. After the implementation of the first-stage improvement measures, the continuous six-time result is 324.4s, and the increased tempo time is 324.4s/6 units = 54.07s/set, which is 0.57s/set from the ideal calculation beat 53.5s.
(2) Stage 2 further increases the opening speed of the plugging and shortens the falling time of the table. After the speed optimization of the second-stage supplementary countermeasures, the continuous 10 time results are 514.8s, and the increased tact time is 514.8s/10 units = 51.48s/set.

Figure 3 production beat improvement
Conclusion
Through the optimization of the engine cylinder head leak test process, this paper successfully solved the problem of the test tempo lifting of the test leak machine, thus ensuring the improvement of the production cycle of the engine cylinder head assembly line and meeting the company's requirements for the assembly capacity of the vehicle. The author believes that such problems have certain universality in the use of related equipment at home and abroad, and have certain reference significance for improving productivity and reducing production costs in car production.
9006(Hb4) Led Headlight,Hb4 Led Headlight,9006 Led Headlight,Hb4 Headlight
CHANGZHOU CLD AUTO ELECTRICAL CO.,LTD , https://www.cld-leds.com