![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
In most German high-end machinery plants, when assembling special parts, the screws are guided by a strict operating manual, and the torque applied is clearly defined.
After tightening the screws, in order to prevent loosening, an additional preload should be applied, so the preload will be eliminated after a half turn.
The screw is elastically deformed after tightening, especially in the case of high temperature and shock load. The long-term continuous pressure will cause creep, and the strength of the screw will be greatly reduced or even lost after plastic deformation. Retracting a half turn is to restore the elastic deformation and eliminate the pre-tightening stress. In the future, regardless of the deformation of the screw under continuous pressure or elastic deformation, the probability of plastic strain and failure is greatly reduced, so that the screw can maintain a constant high-strength pressure. Swinging two turns and a half directly does not achieve this effect.
Don't underestimate the little tricks of this back twist, the impact it brings is not small, take a look at this little story:
The same brand model car has original imported and domestic assembly points. In the domestic assembly, a detail makes the manager quite a headache. In the original German, the worker screwed the screw strictly in accordance with the requirements of the operation instructions and then returned to the third circle and then returned half a circle; the assembly factory in China also requested this, but the assembly workers finally returned. There are more lazy people in the half circle, but this is a difference that is invisible to the naked eye. As time goes by, the influence of that half circle appears. The same car model, some parts of the domestic car is significantly higher than the imported car failure and maintenance rate.
In production, some small details determine success or failure. Just like a small screw, screwing it out of place can cause trouble and trouble. Don't worry about twisting three turns back to half a circle. It's more important to understand the principles and methods. The following summaries will help you learn to “tighten†better.
Brief analysis of the tightening process
Rule 541
See Figure A: Normally, during the tightening of the bolt, the torque actually converted to the bolt clamping force is only 10%, the remaining 50% is used to overcome the friction under the bolt head, and 40% is used to overcome the thread pair. The friction, which is the "541" rule, mainly reflects the relationship between clamping force and friction.
However, if certain improvement measures (such as applying lubricant) or defects in the thread pair (such as impurities, bumps, etc.) are applied, the proportional relationship will be affected differently.
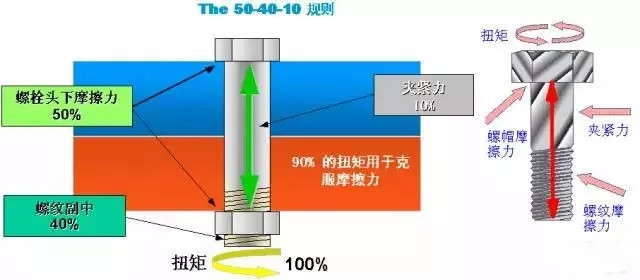
Figure A, 541 rules
Main variables of the tightening process
1. Torque (T): The tightening torque applied, in units of cattle (Nm);
2. Clamping force (F): the actual axial clamping (pressure) tightness between the connecting bodies, unit cattle (N);
3. Friction coefficient (U): the torque coefficient consumed by the bolt head and the thread pair;
4. Corner (A): Based on a certain torque, the bolt will reproduce a certain amount of axial elongation or the angle at which the connecting member is compressed and needs to be rotated.
Bolt tightening control method
Torque control method
Definition: When the tightening torque reaches a certain set control torque, the control method of tightening is stopped immediately.
Advantages: The control system is simple and straightforward, and it is easy to check the quality of the tightening with a torque sensor or a high-precision torque wrench.
Disadvantages: The control accuracy is not high (pre-tightening error is about ±25%), and the potential of materials cannot be fully utilized.
2. Torque-angle control method
Definition: After screwing the bolt to a small torque, start from this point and screw a control method of the specified corner.
Advantages: The bolt axial preloading precision is high (±15%), and a large axial preload force can be obtained, and the values ​​can be concentrated around the average value.
Disadvantages: The control system is more complicated, and it is necessary to measure the two parameters of torque and rotation angle; and the quality inspection department is not easy to find an appropriate method to check the tightening result.
3. Yield point control method
Definition: A method of stopping the tightening after tightening the bolt to the yield point.
Advantages: The tightening accuracy is very high, and the preload force error can be controlled within ±8%; however, the accuracy depends mainly on the yield strength of the bolt itself.
Disadvantages: The tightening process requires dynamic and continuous calculation and judgment of the slope of the torque and the angle curve. The real-time performance and operation speed of the control system have high requirements. 
Editor in charge: Hu Na
This series Grow Lights are designed as HPS Grow Light Replacement with existing electric, very convenient. This greenhouse lights are kind of plant light that can replace traditional high pressure sodium (HPS) lamp, also hid lamp, which can provide better light intensity and spectrum, thus more effectively promoting the growth and development of plants. HPS Grow Lights Replacement hydroponic lights can also be more energy-efficient, reducing the fluctuation of light intensity of plants and light loss of plants, thus saving energy.
Full Spectrum Led Grow Lights,Led Plant Grow Light,Gavita Led,Highest Yielding Led Grow Light
GuangDong One World High-tech Co., Ltd. , https://www.maksdep.com