![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
ã€Abstract】 In order to ensure the comprehensive operation performance of railway locomotives and tracks, the axle load control of locomotives is generally demanding. Therefore, the driven gears of HXD 2 series freight locomotive drive units are designed with 8 φ 130m m weight reduction holes. In order to improve the processing technology of the driven gear and reduce the processing difficulty, this paper discusses the use of the flame cutting residual fine boring method to process the weight reducing hole and the improvement of the weight reducing hole. A series of measures for the quality of flame cutting.
1 Overview
In order to improve the passenger and cargo transportation capacity of China's railways and promote the modernization of railway technology and equipment, China North Locomotive Group Datong Electric Locomotive has successively introduced and independently developed HXD2 series high-power heavy-duty AC-driven freight electric locomotives. The drive unit of this series of locomotives is designed to strictly control the axle weight of the locomotive to ensure the comprehensive running performance of the locomotive and the track. Eight φ 130mm weight reduction holes are added to the web (the weight is not added or subtracted). It is 500kg, and the weight after adding is 440kg). Its structure is shown in Figure 1.
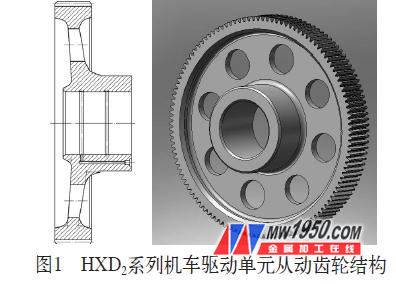
In order to reduce the processing difficulty of the driven gear and improve its machining process, this paper compares several machining methods of the 8 φ 130mm weight reduction holes of the driven gear, and determines the optimal machining plan for the flame cutting and fine boring, and Corresponding improvement measures have been proposed for the actual situation.
2. Comparison of the processing methods of the reducer hole of the driven gear
Since the locomotive gear requires high reliability and safety, in order to ensure the technical characteristics and use requirements of the driven gear, the weight reducing hole of the driven gear should finally be the cold-worked surface state.
Therefore, the following three processing methods for the φ 130mm de-heavy hole of the driven gear, machining center milling, CNC boring and boring, flame cutting + fine boring, their processing efficiency, processing economy, such as Table 1 Show.
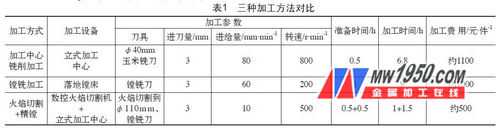
From the above comparison, it can be seen that among the three processing methods, the flame cutting + fine processing time is the shortest and the economical is the best, so it is a priority in the actual processing.
For more details, please refer to the attachment or read the contents of the 18th issue of Metalworking Magazine (Hot Processing).
Uv Light Headlamp,Ultraviolet Headlamp,Uv Head Lamp,Uv Head Torch
Ningbo Alite Lighting Technology Co.,Ltd , https://www.alite-tmwt.com