![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
Our company has signed a batch of 35CrMo steel spindle supply contract with a company, and its performance requirements are very high. According to the experience of the previous heat treatment process, the specified performance requirements are still not achieved after repeated quenching and tempering. Through production practice, this paper breaks the stereotype thinking, boldly improves the heat treatment process, and proposes a direct water quenching method to make the various performance indicators of the product meet the requirements of customers.
1. Spindle manufacturing process route and technical requirements
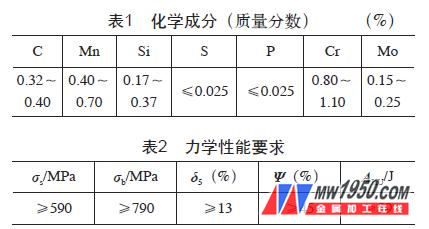
Spindle manufacturing process route: steel making → forging → roughing → quenching and heat treatment → semi-finishing. The chemical composition requirements of the main shaft (length 5585mm) are shown in Table 1, and the mechanical properties are shown in Table 2.
2. Spindle original heat treatment process and result analysis
(1) The original heat treatment process of the spindle According to the previous production experience, for the 35CrMo steel shaft forgings, the forging deformation degree of the sampling part is large, and the depth of the sample is shallow. Generally, the water quenching oil cooling process is adopted, and the main parameters of the original heat treatment process are shown in Table 3.

The mechanical properties of the forgings obtained after heat treatment according to the process of Table 3 are shown in Table 4. It can be seen that the mechanical properties of the materials do not meet the specified technical requirements.

(2) Analysis of the chemical composition of the non-conformity analysis The chemical composition analysis of the material is shown in Table 5. The composition of the forging has a segregation of the components at the bottom and the bottom. The workpiece is hard to be hardened when quenched, and the free ferrite and pearlite are easily precipitated in the core of the workpiece. The mechanical properties of the workpiece decreased. Therefore, for 35CrMo steel, in the formulation of the heat treatment process, the composition segregation of the workpiece should be considered to ensure that the fore segregation zone of the forging is not quenched, and the quenching intensity of the negative segregation zone is strong enough.

3. Process improvement
In order to meet the requirements of the mechanical properties of the workpiece, the quenching mode is changed from water-air-water intermittent cooling from the perspective of cryogenic quenching and quenching. Usually, it is judged whether the heat treatment process can be water quenched according to the size of the carbon equivalent and the carbon content of the workpiece.
When the carbon equivalent CE of the positive segregation zone in the forging is ≤0.75%, and the w c ≤0.31% of the positive segregation zone, the forging can be water-cooled without any danger. When the positive segregation zone w C = 0.32% to 0.36%, it can be water cooled. After calculation, the carbon equivalent of the main shaft in this paper is 0.518%, its value is ≤0.75%, the positive segregation zone of forgings is w C =0.37%, and the shape of the workpiece is relatively simple, which can be water-cooled.
Considering that the carbon content of the positive segregation zone is high, it is necessary to use water quenching and reduce thermal stress to prevent cracking of the workpiece. When formulating the cooling process parameters, in order to reduce the stress, water-air-water intermittent cooling is adopted, and when the air cooling is slow cooling, the workpiece return temperature is not more than 500 °C, which can reduce the temperature difference of different parts of the workpiece during cooling, and can also utilize itself. The residual heat is tempered to improve the plasticity and toughness of the surface layer of the workpiece. In the early stage, the advantages of water cooling intensity will be fully exerted, and the cold temperature should be slowed down in the later stage, and the final cold temperature of the forgings should be strictly controlled, so that the workpiece can be effectively prevented from cracking. According to the above analysis, the improved heat treatment process parameters are shown in Table 6.
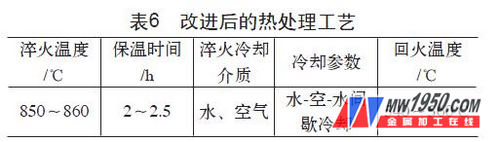
Table 7 shows the final properties of the spindle obtained through the heat treatment process of Table 6. The performance fully meets the technical requirements, which lays the foundation for the heat treatment of such products in the future.

Coated abrasives have a wide variety of applications, from grinding applications toLook, one class is the manual use of varieties (sheet emery cloth, sandpaper andPartially rolled sandpaper); The other is for mechanical processing varieties(mainly belt, disc, wheel and ring).
1, large flat surface polishing, steel plate, plywood, leather.
2, mass production of workpiece surface sanding, printed circuit board, steel
Piano board, wooden furniture, etc.
3. Continuous polishing and grinding of metal strip. (Strip width ok
Above 1200mm, length is unlimited)
4, forming grinding and polishing of complex surface work.
5, all kinds of diameter metal tube, rod, roller cylindrical grinding and large diameter
In 25mm container, internal circular grinding such as: cylinder, hydraulic cylinder oil tank
And so on.
6, the page wheel and sand ring can replace polishing cloth wheel, realize polishing process automation.
7. Sand plate is used for grinding welding seam of large shell, box body and hull
Burr, paint, etc.
Coated Abrasive,Flap Wheel,Sanding Paper,Sanding Belts
Henan Jinlun Superhard Material Co., Ltd , https://www.jinlungrindingtools.com