![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
Advanced method
There are many ways to machine threads, but the most common methods are thread turning and thread whirl milling. Cyclone milling has been recognized as the best choice for producing large aspect ratio parts – especially when mass production, material processing is demanding, thread depth is deep, and the helix is ​​relatively large. This processing method has been around for a long time, but it has not been used as a thread turning method. On the one hand, there is no demand, on the other hand, it has always been regarded as a more complicated processing method for special processing. However, the demand for suitable workpieces is growing, and threaded cyclone milling has become easier to apply. What's even more interesting is that there are new ways to optimize processing performance.
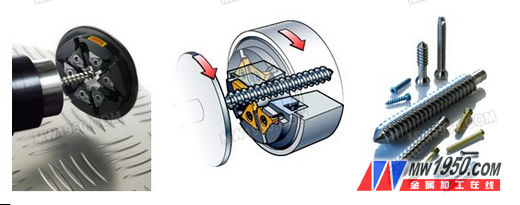
figure 1
   After upgrading the thread-wound milling process with modern cutting tool technology, its performance tends to increase significantly. For example, the manufacture of small tolerance bone screws can be increased several times in terms of output.
Single-point thread turning is a simpler and more straightforward method that is suitable for all types of lathes and is therefore more widely used. In terms of thread profile, diameter, length and application, the high efficiency, reliability and good machining results make thread turning often the preferred standard method. However, this method also has its limitations, so in many applications where thread turning is not the best process, threaded cyclone milling is increasingly preferred.
When machining a growing number of screw parts (such as the medical industry), as in threaded cyclone milling, the use of multi-blade knives has many advantages. Cyclone milling is a multi-blade tangential process, which requires the cutting edge to be robust and capable of withstanding moderate mechanical and thermal loads. Shorter chips are another advantage (this is often a problem in longer thread turning passes), because cycloid milling requires only one pass compared to threaded turning requiring multiple passes. By holding the tool close to the position of the workpiece on the machine spindle, it is possible to ensure the stability of long workpieces during thread whirl milling. Now, with the right choice of machining parameters, it is easier to set up a threaded cyclone, which is extremely reliable and efficient when machining demanding materials and achieves the desired results.
Previous 1 234 Next
[There are 0 comments, click to view] [Editor: Junwen]
Metal processing industry related news
- CoroDrill 860-NM 2013-03 previewed by CIMT2013 Sandvik Cola
- Emerging developing surgical implant industry and demand for machine tools 2013-02
- The latest developments in the medical device industry and changes in market demand for the machine tool industry 2012-11
- Cimatron GibbsCAM Medical Device Industry Solution 2012-10
- Smart space is wonderful and unlimited 2011-03
- Sandvik Coromant: Looking forward to a better tomorrow, continue to write a new chapter 2011-01
- ISO S new blade series promotes the development of turning technology 2010-11
- India's medical device market attracts multinational companies to implement localization strategy 2010-09
- Looking at the development of China's tool market in 2010 through CCMT 2010-04
- Sandvik Coromant is about to establish long-term relationship with Beihang 2009-09
How do you feel after reading “The new technology greatly improves the performance of thread whirl milling �
Var contentid = 73548;
Stainless Steel Investment Casting
Stainless Steel Investment Casting,Casting Stainless Steel,Stainless Steel Casting Parts,Stainless Steel Investment Casting Parts
A & M Manufacturing Company Ltd , https://www.am-manufacturing.com