![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
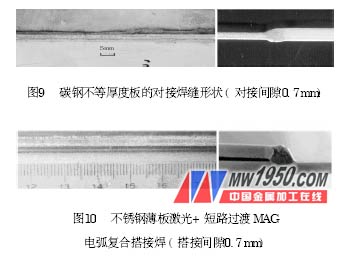
When the short-circuit transition current is large (100 ~ 160A), the hybrid welding laser power is 100 ~ 700 W, located in the thermal conduction welding mode area, the role of the laser is mainly to increase the stability of the welding process and reduce the splash of the welding process. Figure 10 shows the weld forming of a stainless steel sheet (thickness 1.5 mm) during lap welding. The welding conditions are laser power of 700 W, arc voltage of 16 to 17 V, welding current of 110 to 120 A, and welding speed of 2 m/min.
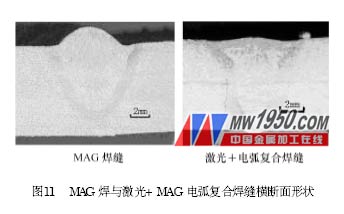
When the short-circuit transition current is large (100 ~ 160A), the hybrid welding laser power is 900 ~ 2000 W, located in the deep fusion welding mode area. The combination of laser and short-circuit transition MAG arc can significantly increase the penetration and depth of the weld. The width ratio, this feature makes it possible to reduce the groove angle and improve the welding efficiency of the plate in multi-layer and multi-pass welding. Figure 11 shows a comparison of weld bead formation with MAG welding and laser + short-circuit transition MAG welding using carbon steel (10 mm thick). When the welding condition is MAG welding, the groove angle is 60°, the arc voltage is 19 to 22V, the welding current is 165 to 190A, the welding speed is 0.5 to 0.6 m/min, and the welding of the weld is completed in the 4-layer bead. For composite welding, the groove angle is 30°, the laser power is 2000 W, the arc voltage is 19 to 22 V, the welding current is 165 to 190 A, and the welding speed is 0.5 to 0.6 m/min. The two weld passes complete the welding of the weld.
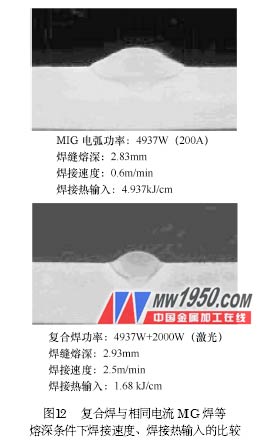
(2) High-power solid-state laser (Nd : YAG) + pulsed MIG arc hybrid heat source welding technology for aluminum alloy materials. 5A06 ( LF6 ) aluminum alloy was used as the research object to study the welding parameters change of aluminum alloy laser + arc hybrid welding. The influence law of the penetration depth. Studies have shown that under the same welding heat input, the weld penetration obtained by the composite welding is greater than that of the same current pulsed MIG welding; under the same weld penetration, the composite welding is higher than the pulsed MIG welding of the same current. Welding speed, lower heat input and less distortion. Figure 12 is a comparison of welding speed and welding heat input for hybrid welding and single pulse MIG welding under the same weld penetration.
The test also compares the weld formation of single pulse MIG welding and laser + pulse MIG welding. The research shows that when the power of the MIG arc heat source is small, because the aluminum alloy welding heat conduction is fast, the welding wire is difficult to wet with the base material after melting. It is only deposited on the surface of the weld. After compounding a certain energy laser on the basis of the arc, the residual height and the melt ratio of the weld are reduced, and the molten metal can be well wetted with the base material. When the power of the MIG arc heat source is large and the welding speed is fast, due to the fast cooling speed of the weld, the surface tension of the molten pool metal is large, resulting in a discontinuous hump weld. If a laser power source of a certain power is combined on this basis, the cooling rate of the weld bead can be reduced, and the surface tension of the molten pool metal can be reduced, thereby obtaining continuous weld bead formation. Figure 13 shows the appearance of the weld when the 5A06 aluminum alloy is welded at high speed.
Previous Next
JXHS series Junction Box advanced technology during production, stresses the details during design, implements design standard during processing, and has high consistence of product quality. It has various features such as strong damp proof, anti-corrosion and anti-electromagnetic capacities and high adjustment accuracy, and is suitable for various adverse environments. Its main advantages include:
The product uses own mold to make technologic design, the housing uses aluminum and silicon alloy and upper protrusion and lower sinking structure is used so as to ensure good sealing performance; protective grade reaches IP 68.
Main parts are imported, wiring bar is welded with precise anti-surge electronic components, which can prevent Load Cell damage caused by lightning and power grid surge voltage.
Whole device uses stainless steel grounding bolts to ensure reliable grounding during operation.
Assembly of junction box uses not-loose screws so as to avoid loss during load cell wring.
Wiring board uses combined screws for assembly, which are convenient for removal.
In order to ensure protective effect, force and diameter of tightening parts have introduction.
Electrical Junction Box,Normal Junction Box,8-Wire Normal Junction Box,Normal Analogue Junction Box
SHANDONG JINZHONG SCIENCE & TECHNOLOGY GROUP COMPANY LIMITED , https://www.chinagoldbell.com