![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
Titanium alloy has the outstanding advantages of low density, high specific strength and corrosion resistance. It is widely used in aerospace and its engine structure. The level of titanium alloy structural parts has become an important measure of the advanced nature of modern aircraft and high thrust-to-weight ratio aircraft engines. One of the signs.
Laser rapid prototyping technology of titanium alloy components, using titanium alloy powder as raw material, by laser melting layer by layer deposition ("growth manufacturing"), directly from the CAD model of the part to complete the "near net forming" of high-performance titanium alloy components, is a kind Transformative short-cycle, low-cost, mold-free, digital, and advanced manufacturing technologies. Compared with the traditional manufacturing technology of titanium alloy such as integral forging, the laser rapid prototyping technology of titanium alloy components has fine and uniform microstructure, excellent comprehensive mechanical properties, no forging processing and forging die, high material utilization rate, small machining allowance, and CNC machining time. Short, flexible and efficient advantages. Through nearly 10 years of research, China has taken the lead in achieving the application of laser rapid prototyping large titanium alloy main bearing components.
The surface topography, microstructure, mechanical properties and dimensional balance of laser rapid prototyping titanium alloys are significantly different from traditional cast and wrought titanium alloys. The machine cutting process is also different from traditional forged titanium alloys. There is no research report on the cutting process of laser rapid prototyping titanium alloy. This paper analyzes the surface topography and uniformity of hardness distribution of laser rapid prototyping TA15 titanium alloy parts, and focuses on the cutting performance, such as milling, boring and drilling, of laser rapid prototyping TA15 titanium alloy components. Selection and milling process parameter optimization.
experiment method
The TA15 titanium alloy aircraft components of the laser rapid prototyping of Beijing University of Aeronautics and Astronautics were selected as typical test pieces. The TA15 titanium alloy aircraft components were subjected to stress relief annealing according to the (750±20) °C/(2~3)h, AC heat treatment system after laser rapid prototyping. The microstructure of laser rapid prototyping TA15 titanium alloy was observed by BX51M optical metallographic microscope (OM) and JSM25800 scanning electron microscope (SEM). The microstructure of the material was tested on MH-6 semi-automatic micro hardness tester. hardness.
In China Aerospace Third Institute 159, the company adopts XH718/1 three-axis vertical CNC machining center, Italy JOBS J243 five-axis CNC gantry milling machine, Germany TCX110 four-axis CNC boring and milling machine and Kunming Machine Tool Factory TK6913A four-axis CNC boring and milling machine. The research on the cutting process of milling, boring and drilling of laser rapid prototyping TA15 titanium alloy was carried out, and the forging process performance comparison was carried out with forged TA15 titanium alloy material.
Surface topography of laser rapid prototyping TA15 titanium alloy components
After laser rapid prototyping of TA15 titanium alloy components, the “near-final†titanium alloy parts blanks are obtained, and the surface topography state will affect the selection of milling roughing tool materials and milling parameters. This topic firstly analyzes and summarizes the surface topography of laser rapid prototyping TA15 titanium alloy material, and provides guidance for the optimization of milling process.
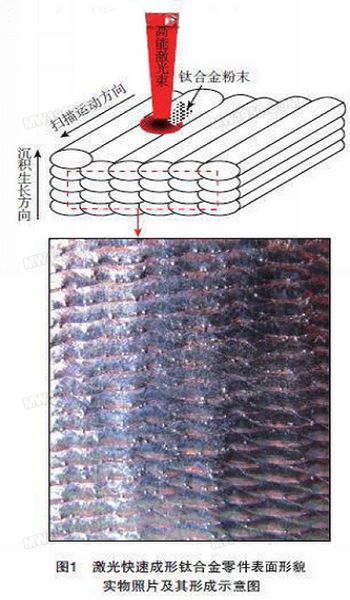
As shown in Fig. 1, the laser rapid prototyping lap-by-lap scanning, layer-by-layer fused deposition process and surface tension during liquid metal solidification process, the surface of the TA15 titanium alloy component after laser rapid prototyping presents a regular ripple. The undulating "fish scales" shape is significantly different from the flat surface of forgings and castings. The study also shows that by controlling the key process parameters of laser forming such as laser power, beam diameter, powder feeding amount and scanning speed, the single layer melting deposition height and the shape of the molten pool can be adjusted to achieve the control of the surface quality of the workpiece, especially the powder. The convergence of the flow and the coupling effect of the light-powder have a significant effect on the surface quality of the formed workpiece. When the powder flow divergence is large, the powder that is not trapped into the molten pool is more, and it is easily semi-melted or sintered to adhere to the sidewall surface of the workpiece during the sprinkling process (after a subsequent heat treatment process, it becomes a series of isolated bumps). Oxide hard particles) (Figure 2).

Fig. 2 Photograph of the surface of the laser rapid prototyping titanium alloy parts
The special surface topography of laser rapid prototyping titanium alloy parts has a great influence on roughing. The rough machining process of laser rapid prototyping TA15 titanium alloy aircraft components shows that when the first cutting depth of roughing is less than the surface roughness of laser-molded parts, the blade directly contacts the corrugated layer (relative hard oxide layer) or the surface is sticky. Oxide particles, the tool wears faster, the chipping phenomenon occurs frequently, and the noise and vibration during processing are large.
| Previous page | 1 | 2 | 3 | 4 | 5 | Next page |
Hexagonal Mesh,Hexagonal Wire Mesh,Galvanized Hexagonal Wire Mesh
County Shengxin Metal Products Co., Limited , http://www.hbwire-mesh.com