![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
With the large-scale equipment and extensive use of steel casting, ultra-thick boards are used more and more widely in the equipment manufacturing industry.
Flame cutting is the primary process in the production and processing of structural parts. In addition to the irreversibility of flame cutting, the ultra-thick CNC flame cutting process is an indispensable technology for large equipment manufacturers. Therefore, it is of great significance to study and master the super-thick plate CNC flame cutting process.
The large package rotary table is an important equipment in the round billet project of the steelmaking plant. Due to the large structure of the equipment, the use conditions are harsh, the production quality is high, and the production is difficult. The first is the CNC flame cutting and cutting of the thick plate. Some members of the table use ultra-thick steel plates, and the thickness of the steel plate No. 9 in the upper link shown in Fig. 1 reaches 220 mm. It is necessary to analyze the cutting characteristics of the super thick plate and formulate corresponding measures to ensure the cutting quality of the product.
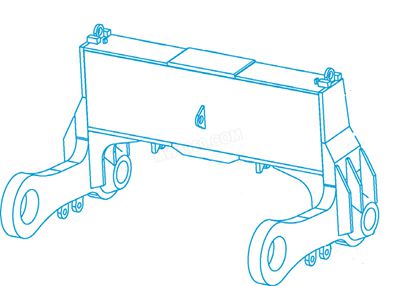
figure 1
1. Super thick plate flame cutting features
(1) Oxygen and acetylene Since the extra-thick plate parts are usually large in size, the total amount of oxygen and acetylene consumed is much larger.
Ultra-thick plate CNC cutting requires one-time continuous cutting of individual parts to ensure a sufficient supply of oxygen and acetylene.
(2) The size and quality of the thick plate is as large as 220mm × 2200mm × 8000mm, and the quality is about 30t. The quality of a single part is sometimes very large. In Figure 1, the upper connecting rod is numbered 9 steel plate, and the mass can reach more than 4t.
(3) It is easy to produce cutting defects In addition to common cutting defects, ultra-thick plates can also produce defects such as impervious cutting.
(4) Material scrap loss is large Because the edge material loss of the super thick plate is large, it is difficult to reuse the edge material.
(5) The large steel plate with high deformation is subject to large heat, which causes the material to be deformed when the steel plate is cut, resulting in deviation of zero size. Under the action of huge stress, such as the sudden opening of the steel plate may cause a safety accident, so it is necessary to formulate the cutting process. Prevent quality and safety problems caused by cutting deformation.
2. Ultra-thick plate cutting section is prone to quality defects
(1) The upper edge of the cut defect is a top edge sag or a drop-shaped melted bean string, and the upper edge of the kerf is melted too fast, causing the rounded corner to collapse.
Reason: First, the steel surface has a refractory thick oxide scale; second, the cutting speed is too slow, the preheating flame is too strong; third, the height between the cutting nozzle and the workpiece is too high or too low, and the cutting nozzle number used is too Large, excess oxygen in the flame, as shown in Figure 2.
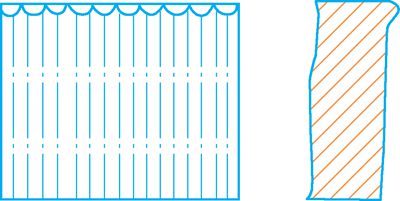
figure 2
(2) The flatness of the cutting surface is 1 below the upper edge of the cutting section, there is a concave defect phenomenon (see Figure 3), and the upper edge has different degrees of melting and collapse, which is due to the cutting oxygen pressure is too high, or the cutting nozzle and The height between the workpieces is too large; the cutting nozzle is clogged with debris, which causes the wind wires to be disturbed. 2 The roughness of the cut section is too large, which is caused by the cutting speed being too fast or the inside of the steel plate is affected by the impurities, as shown in Fig. 3.

image 3
(3) Difference in section verticality 1 The width of the cutting seam is narrow or narrow, or the width is too narrow or too wide. The reason is that the cutting speed is too fast or too slow; the cutting nozzle is blocked by debris and the wind line is disturbed; the cutting oxygen is too small or too large. Causes insufficient and excessive metal burning. 2 Oblique angle occurs because the torch is not perpendicular to the workpiece surface or the wind line is not correct.
(4) The lower edge cutting defect 1 is recessed near the lower edge and the lower edge is melted into rounded corners because the cutting speed is too fast, the cutting nozzle is clogged or damaged, and the wind wire is blocked and deteriorated. 2 The slag is difficult to remove on the cutting section or the lower edge. The reason is that the cutting speed is too fast or too slow. The cutting nozzle number used is too small, the cutting oxygen pressure is too low; the gas in the preheating flame is excessive, and the surface of the steel plate has The scale is rusted or not clean; the height between the cutting tip and the workpiece is too large, and the preheating flame is too strong; too high alloy composition content will cause the slag on the section and the lower edge (see Figure 4).
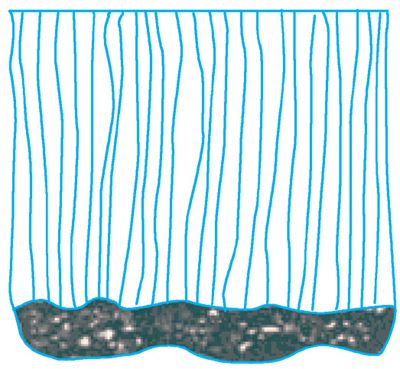
Figure 4
(5) Cracks appear in the cut section or heat affected zone. The reason is that the carbon equivalent of the steel plate is too high, and the crack sensitivity is high, but proper preheating and slow cooling measures are not employed.
(6) Deformation During the cutting, due to local heat of the steel plate, the material is deformed during the cutting of the steel plate, which causes dimensional deviation of the cut parts and affects the quality of the product, as shown in Fig. 5.
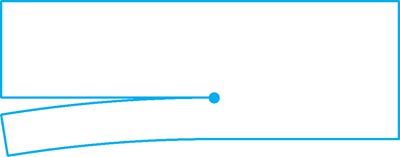
Figure 5
3. Cutting process
(1) The gas supply system for cutting the gas supply system requires a large amount of oxygen and acetylene for the cutting of the thick plate, and it is necessary to ensure that the gas supply is stable for a long time and at a higher pressure. Some large-scale structural plants have relatively stable oxygen and acetylene gas supply station systems. However, for various reasons, many units do not have this gas supply system, and most of them use bottled oxygen and acetylene gas. The oxygen or acetylene used in a thick plate part often exceeds one bottle, and is interrupted in the middle of cutting the part. The cutting defect at the interruption will definitely affect the cutting quality. To ensure the continuous and stable supply of oxygen and acetylene gas, multiple bottles of gas can be connected in parallel. Use to ensure stable and continuous supply of acetylene.
Make a parallel air supply package (see Figure 6), use a φ 100mm steel pipe as the air bag, and use two steel plates at both ends to form the air intake pipe. Make 6 air intake pipes and one air outlet pipe on the steel pipe (note the welding quality and ensure the air bag) Not leaking).

Image 6
A gas-tight ball valve and a take-up device are added to each of the intake and exhaust pipes.
When using, 6 bottles of acetylene gas are connected to the intake pipe, and the outlet pipe is connected with the gas supply pipe of the numerical control cutting machine to form a situation in which 6 bottles of gas are connected in parallel. If 6 bottles of gas are still not enough, you can open three of them to open. When the use is finished, open the other three bottles of fresh gas, then turn off the three bottles of used gas and replace it with three bottles of fresh gas. This cycle ensures continuous supply of air.
(2) Due to the large size and quality of the thick plate, the weight is up to 30t, and the size and mass of the single part are large, and the weight is up to 4t. Therefore, the support of the original CNC cutting machine cannot meet the cutting requirements due to insufficient support of the slats. (See Figure 7a). In addition, due to the strong flame penetration force of the cutting thick plate, the slats will be cut off after the parts are cut, causing the parts to collapse the support frame, so that the cutting quality cannot meet the requirements for use. Therefore, in order to ensure the stable support of the support frame, the support frame needs to be modified. After analysis and discussion, it was decided to use waste H-beam as a thick steel plate support frame. Specific measures: 1 Find the H-section steel with the same width in the waste H-beam. 2 According to the size requirements of the thick steel plate to be cut, the H-shaped steel is selected to build a support frame with a long width and a moderate width. 3 Use the marker to check to ensure that each part will get stable support after cutting, otherwise it will be supported under the corresponding parts. 4 The support frame is cut with a CNC bed to find the level. 5 After the thick steel plate is leveled again, it is ready to be cut.

(a) (b)
Figure 7
(3) Optimization of cutting program First, the extraction point processing is introduced. The most difficult to ensure when cutting thick plates (up to 220mm thick) is the quality of the cuts, especially when the parts are introduced into the lead-out point, which often produces cutting defects, as shown in Figure 8a and Figure 8b. Thick plate cutting points are often not perpendicular, and when the cutting point coincides with the introduction point, if the cutting line turns at this time, the root will not be cut, and the part will be broken by the gravity of the part to cause defects. To prevent similar defects, this can be avoided by optimizing the lead-in leads in the cutting program. The specific measures are as follows: 1 The original program is cut as shown in Fig. 8c to introduce the lead-out point on the straight line of the part. When the actual cutting is carried out, the lead-out point should be paused. It is irrelevant to the ordinary thin plate or the medium-thick plate, and the ultra-thick plate will have defects. 2 Modify the cutting trajectory. The cutting lead-in point is preferably cut at the corner of the part, cut from the starting point, and cut into the part without stopping at the point of introduction. After the part is cut, the part is cut out without stopping at the lead-out point. If the part has no corner as shown in Figure 8d, both the trajectory lead-in and the lead-out line are arc-introduction and arc-out.

Figure 8
Secondly, the numerical control cutting sequence and the cutting direction study, because the parts and the steel plate are thermally expanded at the kerf during the flame cutting process, if the attention is not paid during the cutting process, the parts will be led away, that is, the parts are squeezed away by the expansion force. Causes the part size to be inconsistent with the program size. In order to solve this problem, we analyze according to the analysis: the light weight of the steel plate is small due to the low pressure, so that the friction with the support frame is small and is squeezed away by the expansion force. The large mass is caused by the high pressure, which causes the friction with the support frame. Big without being squeezed away by expansion force. This must be taken into account when writing the program, and the parts are connected to the mass part as much as possible when cutting. According to this principle, the discharge, cutting sequence and cutting direction of the upper link are as shown in Fig. 9.
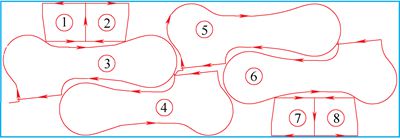
Figure 9
Finally, the size of the nesting is optimized, which can save a lot of cost. When designing the program, it can take more time to consider in the optimization of the nesting. The remaining edge materials should have the use value. The size of the parts is checked by two or more people. The program is generated after confirmation. The thicker the cut piece, the torch model, the cutting nozzle number, and the oxygen pressure should be increased. The oxygen pressure and the thickness of the cutting piece, the torch type, and the selection according to the field equipment and cutting experience. The cutting parameters of the super thick plate are shown in the attached table. .

(4) Once the cut steel plate is cut, it should only be successful once. Test the cutting at the corners of the discarded steel plate, adjust the cutting wind line, and ensure that the cutting section does not have the above various defects. Tracked on site during the cutting process and found the problem to be processed in the first place.
4. Conclusion
Through sufficient preparation and strict cutting process, the ultra-thick plate cutting has achieved a one-time success. The product quality and appearance of the product cut meet the technical requirements, and qualified product parts are cut out (see Figure 10).

Figure 10
It has opened up the production process of flame-cut ultra-thick steel plate under the existing equipment conditions, laying a technical support for the production of similar products.
Dedust Fan Motor,Textile Machinery Motors,Dust Removal Fan Motor,Dust Collector Fan Motor
Changzhou Longfu Knitting Co., Ltd. , https://www.circularmachine.com